以下是:延边市龙井市直缝焊管工厂直销的产品参数
| 产品参数 |
|---|
| 产品价格 | 电议 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 电议 |
|---|
| 运费说明 | 电议 |
|---|
| 品牌 | 友发 |
|---|
| 型号 | 齐全 |
|---|
| 产地 | 天津 |
|---|
| 范围 | 直缝焊管生产基地位于【沧州】,供应范围覆盖吉林省 延边市 龙井市、延吉市、图们市、敦化市、珲春市、和龙市、汪清县、安图县等区域。 |
|---|
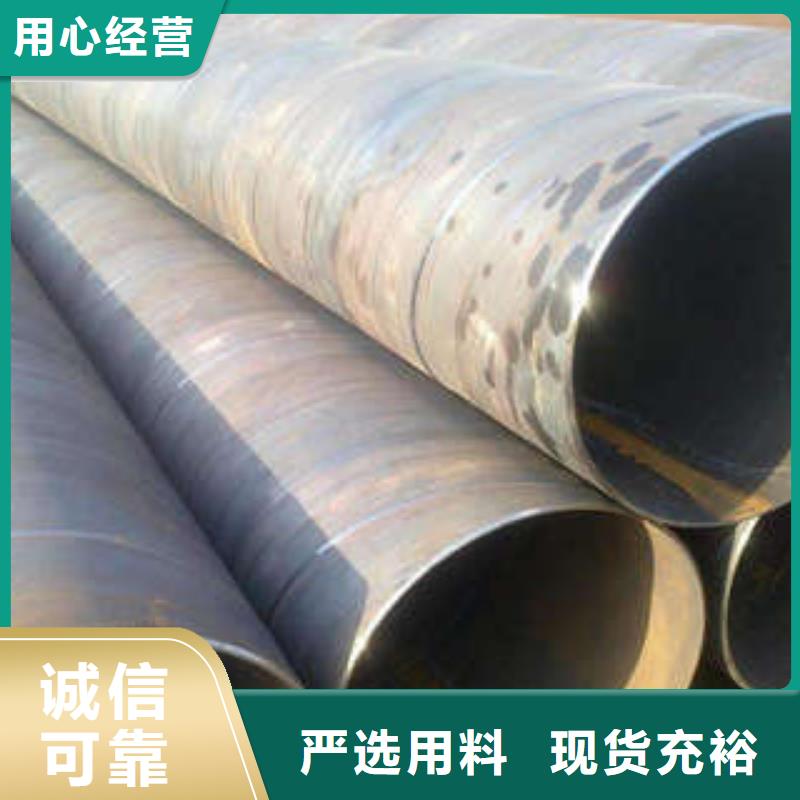
【涂塑钢管】以匠心打造多元场景产品,涵盖延吉镀锌内涂塑钢管、图们衬塑钢管、珲春钢塑复合管厂家、和龙衬塑复合管厂家、汪清镀锌内涂塑钢管、安图防腐钢管厂家等。直缝焊管工厂直销,鸿顺管道科技(龙井市分公司)【沧州鸿顺管道科技(龙井市分公司)youfax2438-2】专业从事直缝焊管工厂直销,联系人:单经理,发货地:经济开发区,以下是直缝焊管工厂直销的详细页面。 吉林省,延边朝鲜族自治州辖县级市,龙井市 2021年,龙井市全年地区生产总值33.53亿元。
直缝焊管工厂直销视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
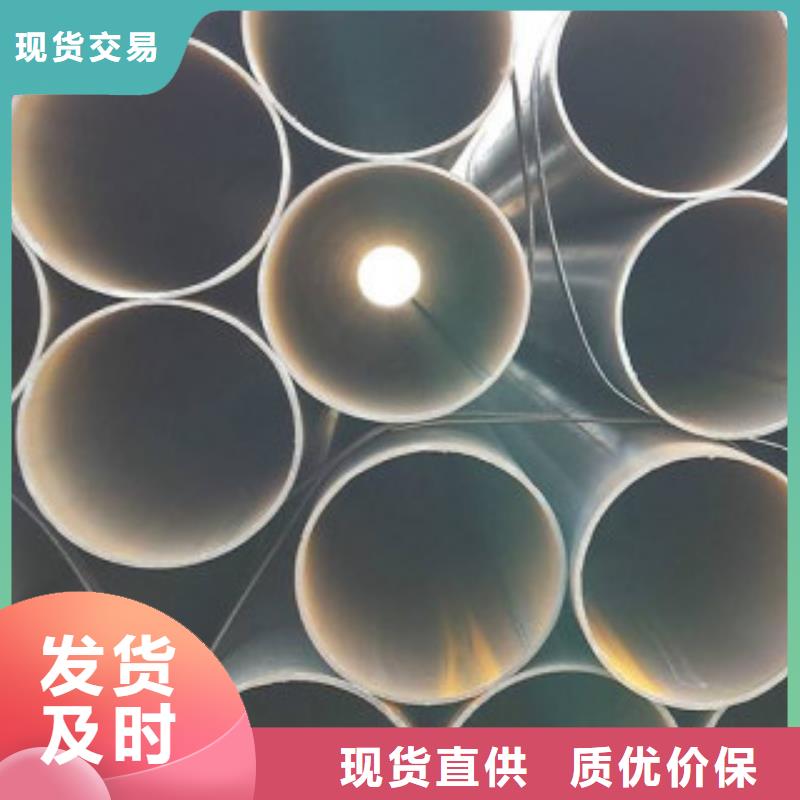
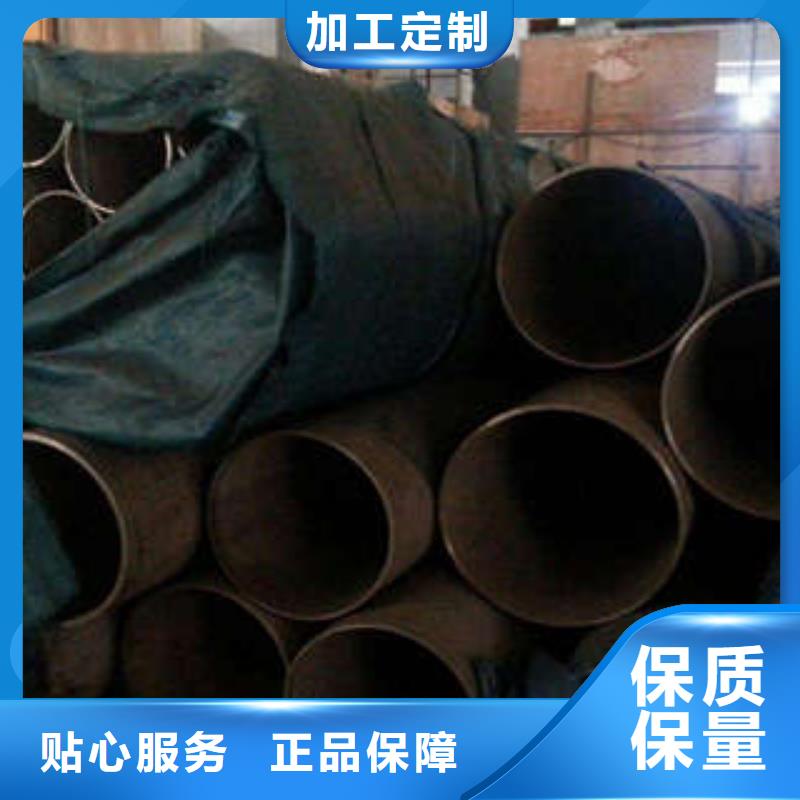
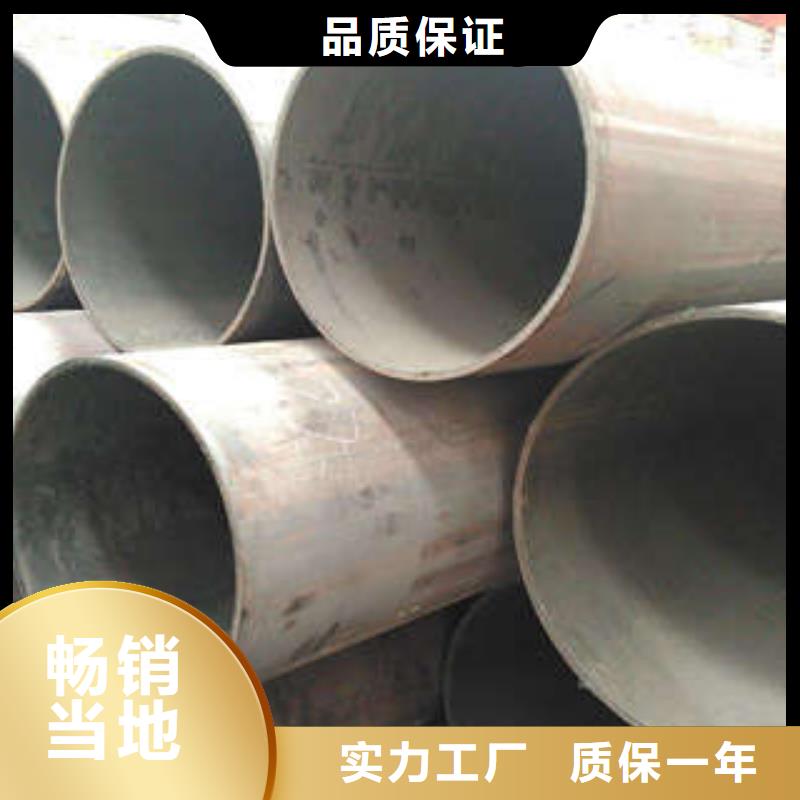
以下是:延边龙井直缝焊管工厂直销的图文介绍
所以,对钢铁和铁矿石的需求受到密切,因为这不仅对于钢铁行业影响巨大,更在一定程度上决定了矿价。目前看来,钢企人士对于今年行业状况更为悲观。一位高管就称,2012年,行业亏损额约为289.24亿元,同比扩大了7.39倍。 通常的焊管机组的方法:焊管设备的管子伸长量一般在4-5MM左右,否则会造成缺陷,这点尤为重要。管子和管板的清洁度要求高,需要先将管子用碱液清洗,打磨出光泽。这样生产出来的焊管设备才更加的好。焊管设备清洁度要求也高,否则会出现气孔。 影响焊接质量。管子的坡口要求在1MM是的。1.需要经常性的(是定期)给焊管机组添加润滑油进行润滑,选用的型 一定要合格,做好相应的防锈工作是非常重要的。2.在平时的使用过程当中,要做好检查工作,尤其是各个管路是否能够正常的工作,做好相应的记录,一旦发现存在的隐患问题,需要及时的进行处理,防止对焊管机组造成损坏,影响正常的使用。 直缝焊管出产工艺简单,出产速率高,成本低,进展较快。螺旋焊管的强度普通比直缝焊管高,能用较窄的毛坯出产管径较大的焊管,还可以用一样宽度的毛坯出产管径不一样的焊管。不过与相同长度的直缝管相形,焊缝长度增加30~100,并且出产速度较低。


无缝钢管曲折和校正方法有哪些无缝化钢管的生产工艺主要是通过张力减径来完成的,张力减径过程是空心母材不带芯棒的连续轧制过程。生产轧制过程中有时经常出现钢管曲折不直,又有什么方法能够校正无缝钢管的曲折度哪让现已加工成制品无缝钢管具有较小曲折度还得依靠机械东西校直机来完结。 所以为了无缝钢管曲折,一切无缝钢管都需求经过冷校直。无缝钢管曲折是因为轧机不妥,轧制时残留的剩余应力以及因为沿管子截面和长度上冷却不平等缘由形成的。因而,不行能从轧机直接得到很直的管子,只要通过冷校直管子的曲折度才干满意技能条件的规则。 校直的根本道理即是使无缝钢管进行弹塑性曲折,由大的曲折度成为小的曲折度,因而钢管在校直机内有必要遭到重复曲折。而钢管重复曲折的程度主要由校直机的所决议。影响校直质量的要素许多,如原管的曲折度,钢管尺度和材料校直机型式,参数等。 焊管在成型,焊接,冷却等经过一系列的处理之后,还需要进行锯断。在这个环节中,工艺备尺的长短,直接影响成品焊管的质量及销售,所以备尺长度要控制在±5毫米之间。不仅如此,在实际操作中,工作人员还必须要严格按照以下规程进行操作:首先是给控制柜送电,然后闭合控制柜中的各个自动开关,同时闭合操作台电源开关,微机起动。



不过也有一些例外,客户需要性好,无锡焊管机械企业就使出了加强型这款说辞,就是将制管机的40口径的轴改为50口径的轴,这就是所谓的加强了,其实工作能力没有变化,只是忽悠了客户一番,作为一个有良知的企业管理负责人,我不希望这样,因为现实意义真的不大。 再比如更为混乱一点的高频无锡焊管机,机组命名更是不好琢磨,有点以管材口径为型 代码,有的以轴径为代码,没有一个统一的标准,你能知道的就是这个无锡焊管机组可以生产你的管材,其他的也不方便进行比较,因为意义不大。 一般情况下,无锡焊管磨具会按照水平轴的轴径来命名制管机组的型 ,比如轴径一般为30/40/50/60/70/80/90/100等,常规的就是这些规格,相应的名称也就是30型、40型、50型等,诸如此类,以此类推。不管无锡焊管磨具如何命名或者区分无锡焊管磨具设备的型 ,还是希望行业组织或者 认定机构,能够一些具体的行业标准,这样才可以使行业正规化,也便于社会和企业的认同.。 短期焊管软延续,焊管报价仍以弱盘为主,从当下的钢管钢市基本面来看,资金层面虽未出现较明显的宽松操作,但收紧力度减弱,对市场压制有所放松,而资本市场短期止跌反抽概率增加提振现货市场信心,淘汰落后产能力度加大以及微效果显现给钢管现货商转好的市场预期,国内钢价已进入后的挣扎。



坚持以质量求生存,以效益求发展,以服务求信誉的经营方针,始终将用户的需求作为自己的奋斗目标。公司以市场为中心实施科技发展战略,不断研制开发新 涂塑复合钢管、涂塑钢管厂家、衬塑复合管厂家、钢塑复合管厂家产品,扩展经营领域,推动企业的发展,力争为客户提供满意的 涂塑复合钢管、涂塑钢管厂家、衬塑复合管厂家、钢塑复合管厂家产品和优质的服务。


总的来说,在对焊管产品经扩径加工的过程中,主要可以分为五个阶段。是初步整圆阶段:扇形块打开直到所有扇形块都到钢管内壁,此时步长范围内钢管内圆管中各点半径大小都几乎一致,钢管得到初步整圆。第二是名义内径阶段:扇形块从前段位置开始降低运动速度,直到抵达要求位置,这个位置是质量要求的成品管内圆周位置。 第三个阶段叫做弹复补偿阶段,也就是说焊管的扇形块将会逐渐速度减小,直到抵达要求位置,这个位置是工艺设计要求的弹复前钢管内圆周位置。第四是保压阶段:扇形块在弹复前钢管内圆周位置一段时间保持不动,这是设备和扩径工艺要求的保压阶段。 后一个阶段叫做卸荷回归,此时扇形块从弹复前焊管的圆周位置不断的进行回缩,直终将达到初始扩径的位置,这是扩径工艺要求的扇形块收缩直径。在实际应用中,工艺简化中,3步骤可以合并简化,这对钢管的扩径质量没有影响。 通常是根据成型参数来设计螺旋焊管的成型结构,在其成型过程中,还需要考虑到应力状态。带钢在加工成螺旋管坯后,管壁所产生的应力主要受到带钢成形过程中的成形力大小的影响。根据塑性变形理论可知,当带钢成形时的相对弯曲半径等于100时,塑性变形会得非常明显。



选购直缝焊管工厂直销来延边市龙井市找鸿顺管道科技(龙井市分公司)【沧州鸿顺管道科技(龙井市分公司)youfax2438-2】,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:单经理-【13963513828】,地址:[经济开发区]。
名片")