以下是:上海市闸北区【数控等离子切割机,全自动上料激光切割机优选原材】的产品参数
| 产品参数 |
|---|
| 产品价格 | 电仪 |
|---|
| 发货期限 | 3天 |
|---|
| 供货总量 | 999 |
|---|
| 运费说明 | 供方支付 |
|---|
| 小起订 | 1 |
|---|
| 是否厂家 | 生产厂家 |
|---|
| 产品材质 | 钢结构 |
|---|
| 产品品牌 | 华宇诚数控 |
|---|
| 产品规格 | 3000×1500/4000×1500/4000×2000/6000×2000/6000×2500/8000X2500 |
|---|
| 加工定制 | 是 |
|---|
| 产品型号 | YCLM-4000 |
|---|
| 质保时间 | 2年 |
|---|
| 适用领域 | 金属钢板切割 |
|---|
| 范围 | 【数控等离子切割机,全自动上料激光切割机】供应范围覆盖上海市 闸北区、黄浦区、徐汇区、长宁区、静安区、普陀区、虹口区、杨浦区、闵行区、宝山区、嘉定区、浦东新区、金山区、松江区、青浦区、奉贤区、崇明区等区域。 |
|---|
【华宇诚】为客户提供多样化产品,包括长宁卷料激光切割机、静安管材激光切割机、浦东新光纤激光切割机型号、崇明光纤激光切割机价格多少等,适配多元场景需求。【数控等离子切割机,全自动上料激光切割机优选原材】,华宇诚数控科技(上海市闸北区分公司)hy120505453789-2为您提供【数控等离子切割机,全自动上料激光切割机优选原材】,供应服务范围覆盖上海市 闸北区、黄浦区、徐汇区、长宁区、静安区、普陀区、虹口区、杨浦区、闵行区、宝山区、嘉定区、浦东新区、金山区、松江区、青浦区、奉贤区、崇明区,联系人:,电话:【18986290037】、【18986290037】。 上海市,闸北区 闸北区(旧地名,现已撤销)地处上海市中心区北部。东与虹口区、宝山区为邻,西与普陀区、宝山区毗连,南隔苏州河与黄浦区、静安两区相望,北与宝山区接壤。全境南北长约10千米,总面积29.19平方千米。境内有铁路上海站、铁路北郊站。轨道交通1、3、4、8号线,内环线、南北高架路、中环线经过区境。境内有宋教仁墓、吴昌硕故居、上海总工会旧址、“四一二”惨案群众流血牺牲地、中国同盟会中部总会、中共三大后中央局历史纪念馆等遗址及纪念地。为全国科普示范区、全国计划生育优质服务先进区、全国创建学习型家庭示范城区、全国双拥模范城、全国科技进步考核先进区等。
我们的视频却能以直观、生动的方式,让您感受到产品的独特之处。观看视频,让【数控等离子切割机,全自动上料激光切割机优选原材】自己向您展示它的卓越品质和出色性能。
以下是:上海闸北【数控等离子切割机,全自动上料激光切割机优选原材】的图文介绍
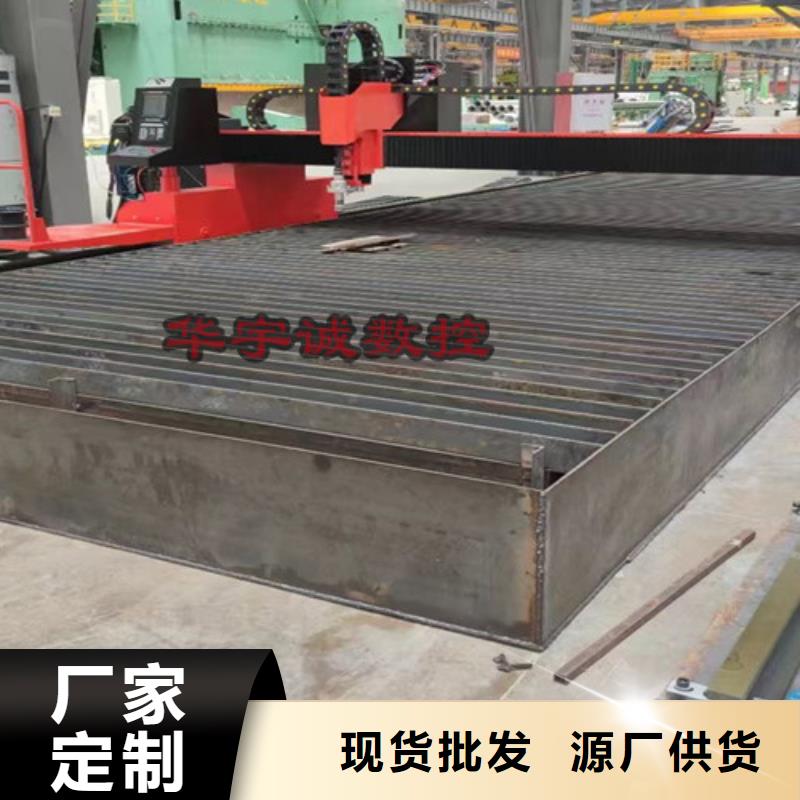
数控等离子切割机气冷式割炬使用注意事项操作人员在使用数控等离子切割机时,都会根据切割板材的厚度来选择合适的割炬,等离子切割割炬分为风冷式和水冷式,风冷式割炬也叫做气冷式割炬,比较常用于加工10mm以下的不锈钢、碳板等金属板材,工作原理大致上是经过空气的自然冷却来使得割炬表面温度降低从而可以长期使用。因冷却方式的不一样,使用寿命普遍偏低。1.割炬里的电极,位于中心的铪丝如果烧损范围在2.5--3mm,就需要换上一个新的,值得注意的是电极需要放置冷却或者是拿压缩空气吹至常温,不然电极基座会受到热膨胀发腻较紧,旋松时切记勿用太大力,不然极易损坏电极基座。另外,电极,喷嘴在更换前需要检查内部是否有有杂质,应清理干净后使用。2.在正常运用过程中,如果听见“吓”的响声,弧光发红,弧碴上窜,应立即停止操作,此刻电极、喷嘴已损坏,强继续使会损坏割炬,有必要替换电极、喷嘴后方可继续使用。3.气冷型割炬操作运行时电流不得大于其额定电流,超过的话越则易损坏割炬。4.替换电极、喷嘴时有必要关断主机电源,割炬未装电极、喷嘴时不能按下割炬开关。5.用压缩空气有必要进行干燥清洗。因水气、油污易导电,电极上产生螺旋黑纹,阐明水气、油污过多,使电极、喷嘴内部拉弧短路,极易损坏割炬,又不能正常运作。6.割炬中的电极、喷嘴在运用过程中不能松动,电极须用专用扳手旋紧,每次运用前有必要检查,见有松动随时用专用扳手旋紧,但不能运用活络扳手之类的东西。


新购置的数控切割如何清洗保养
由于数控等离子切割机的生产环境是在车间里,环境相对来说是比较简陋和恶劣。所以我们要定期对数控等离子切割机进行一次保养工作。新购置的切割机也要注意日常的清洁工作,这里武汉耐霸数控就讲讲日常需要做的事项:
要想让设备运行稳定,切割时表面清晰,那么工作人员应该常常使用清洁布擦拭设备上的导轨,当然设备移动体的导轨也要擦拭到,擦拭完毕后,再在所有导轨的表面涂上一层油膜。
另外,数控等离子切割机上的导向轮和滚轮也要常常做清洁,如若长时间不清洗,设备正常工作运转时,会产生一定量的氧化铁锈和夹带着一些粉尘,这些赃物会粘附于表面,所造成的后果就是,部件会磨损的更快,机器也会运行不稳定,以至于切割的工件表面质量不理想。
要让数控等离子切割机保持正常运行,就要保持齿条和齿轮的 啮合,所以要定期对设备的纵向、横向输出齿轮和齿条做清洁工作,保证其干净度。这里给大家一点建议,可以定期使用润滑齿轨,每周用压缩空气喷洗纵、横向齿条面。注意,每次清理后需要擦干净,再用润滑油抹一遍,防止与氧气反应,产生锈渣。



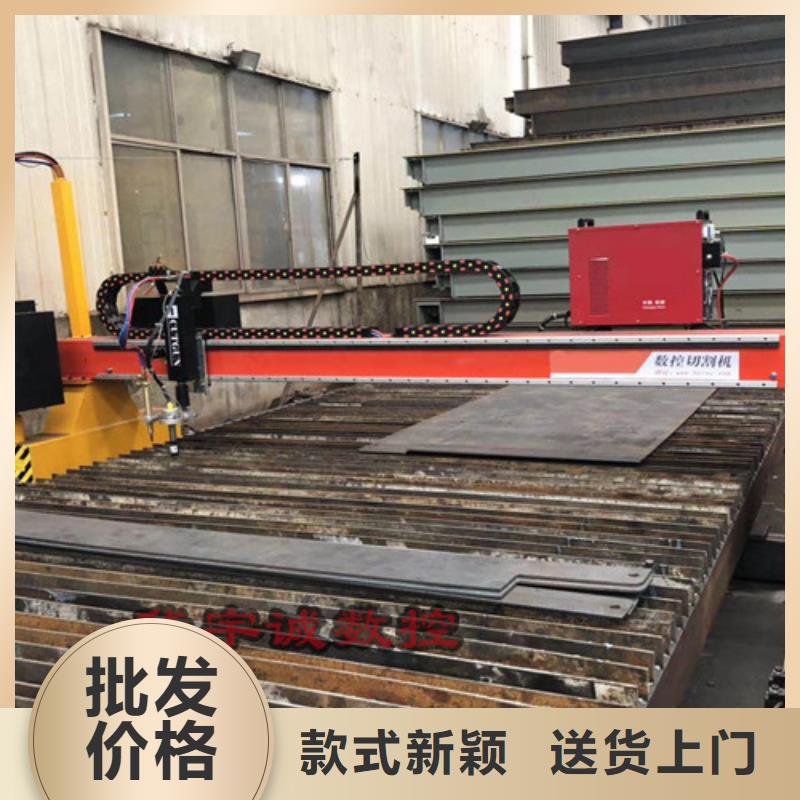
数控等离子切割是集数控、等离子和逆变电源技术于一体的高新技术,相对数控火焰切割具有切割速度快、效率高、切割面质量好、切割尺寸、工件热变形小等优点,在铁路、船舶、航空和机械制造等制造业中得到广范应用。目前,制备车间有两台数控等离子切割设备,主要用于长大配件、形状复杂的异形工件的切割下料,尤其是在当前公司小批量多品种订单较多的生产形势下,数控等离子切割的优势愈加明显。本文主要针对数控切割过程中出现的常见质量问题进行原因分析,并提出了解决和控制措施。1.数控等离子切割的工作原理数控等离子切割是以高温、高速的等离子弧为热源,以压缩气体为工作介质 , 通过被压缩气体电离形成高温、高速的等离子电弧 , 将被切割的金属或非金属局部熔化(或蒸发),同时用高速、高压气流将已熔化的金属或非金属“吹离”基体而形成狭窄而光洁切口的一个过程,如图1所示。图片图 1 数控等离子切割示意2.影响数控等离子切割的因素分析与控制措施数控等离子切割常见的质量缺陷有:穿孔缺陷、切割变形、熔渣、断面倾斜以及波纹等。而在实际生产中影响切割质量的因素主要有:切割程序代码、原材料平面度及内应力、起收弧缺陷、切割速度、切割顺序、弧压高度等,这些因素控制不当都会产生质量缺陷,因此如何采取控制措施质量缺陷是我们需要解决的主要问题。(1)切割程序代码 数控等离子切割是通用数控程序代码来实现产品加工的,因此程序代码的正确与否,直接影响产品切割质量。在车间以往的切割生产中,曾发生过因程序代码错误和错误调用产生的质量问题。控制措施:解决这一问题就要从源头上加以控制,一是增加数控程序的校核过程,确保切割代码正确性;二是建立程序和图纸的资源库,减少因多次编制造成的错误概率增加;三是对程序进行统一编号,规范管理,如:利用物料代码的性对程序进行编码,可以避免因程序调用错误产生质量问题。(2)原材料的不平度和内应力 原材料的不平度和内在应力,对切割质量的影响非常大。目前车间使用的大部分原材料在切割前都要经过预处理线抛丸除锈和底漆喷涂,尤其是2~8mm的卷板,在经过抛丸处理以后,内部应力分布不均匀,板材会产生不同程度的变形,影响数控等离子切割的尺寸精度。控制措施:针对原材料不平度和内应力,可以在切割前,对原材料增加一道校平工序,进一步释放板材内在应力,一般将板材的平面度控制在≤2mm/m2,能够有效保证切割产品质量。(3)起收弧缺陷 起收弧缺陷是等离子切割件中常见的切割缺陷。起弧缺陷一般是由板料不平、工件切割过程中发生变形或位移,起弧线、补偿值设置不合理等原因造成的。由于板料不平,工件和母板脱离时会向下掉落,掉落瞬间会被等离子流灼伤,造成起弧缺陷。控制措施:根据实际情况设置提前收弧时间,使工件掉落时刚好停弧或者在编程时去掉引出线。另外对于工件切割过程中发生变形或位移,产生的起收弧微小缺陷可以通过设置四分之一圆弧的起收弧线来弥补。(4)切割速度 切割速度主要是影响切割断面的斜度和波纹。切割速度加快会导致切口斜度变大,过快会在切口处出现波纹和毛刺,甚至会无法切透或断弧。切割速度过慢也会出现毛刺,并会使切缝变宽,影响工件尺寸与质量,降低了切割效率。控制措施:数控等离子切割不同厚度的钢板时,需选择不同型号割嘴和耗材,同时也对应着不同的切割速度和切割参数设置。附表是本人针对精细等离子切割机整理的常用板材选择割嘴和切割速度。精细等离子常用板材切割速度图片(5)切割顺序 切割顺序的选择对于保证切割质量也非常关键。尤其是在多种配件数控套裁下料时,切割顺序的选择将影响整张板材的成品率。在车间D11配件生产中,就出现了因切割顺序选择不当造成母材变形产生位移,使后续产品无法完成切割情况。控制措施:切割顺序选择应遵循先内后外,先小后大的原则;即先切割工件内轮廓,后切割外轮廓;先切割母材中面积小的零件,后切割大尺寸的零件,可使尺寸大的零件周边的材料质量变轻,有利于减小大尺寸零件切割时产生的热变形偏差;此外,在能保证的切割质量的前提下,应尽量选择近的切割路线。(6)弧压高度控制 弧压高度是指在切割过程中等离子割炬与工件表面的高度距离,弧压的高度主要会影响工件切口的断面质量,因此弧压控制也很重要,控制不当会导致断弧或熔切不透。控制措施:在实际切割过程中 ,调整割炬高度与电弧压力:割炬高度一般应在 3~6mm 之间,根据实际板厚与板料的不平度情况微调割炬高度与电弧压力,在其他因素不变的情况下可减小切口的斜度,改善切口质量,减少断弧率,达到更加理想的效果。、3.结语综上所述,根据数控等离子切割工艺的特点和规律,通过采取得当措施就可减少切割缺陷、控制切割质量。总之,数控等离子切割机的切割质量控制除了以上提到的因素外还有其它影响因素,需要我们在实际操作中总结经验并不断改进。随着数控技术自动化、柔性化、集成化、高速化的发展,我们相信数控切割技术的应用会越来越广泛,而数控等离子切割技术也将会越来越完美。


等离子切割技术是以高温高速的等离子弧为热源、将被切割的金属局部熔化、并同时用高气流将已熔化的金属吹走、形成狭窄切缝。在传统的数控等离子切割机加工方式上,有70%以上的用户所接触和了解的都仅仅只是空气等离子切割工艺,当然,这也是由于空气等离子切割所具有的成本优势使得国内大多数用户企业难以接触更为的等离子切割技术。以嘉倍德科技迅锋系列数控等离子切割机为代表的品牌设备制造商来看,数控等离子切割机在技术方面是集等离子切割技术、逆变电源技术、数控技术于一体建立在计算机控制、等离子弧特性研究、电力电子等学科共同进步基础之上的机械设备。等离子切割加工技术应用目前已在相关行业中得到广泛普及,从切割原理来说,不同类型的等离子切割机设备之间并无太大区别,之所以导致出现切割加工质量的差异,一方面取决于不同种类等离子切割机设备自身的质量及运行精度,另一方面则表现在选购的等离子切割机电源。以数控等离子切割机为例,在使用过程中因所选用的电源不同,其切割效果有普通与精细之分,加上设计结构的不同,综合反映在切割质量区别相对明显,这里武汉嘉倍德科技将为大家简要比较一下两类等离子切割机设备的区别。1. 类激光精细数控等离子切割机精细等离子弧电流密度很高,通常是普通等离子弧电流密度的数倍,由于引进了诸如旋转磁场等技术,其电弧的稳定性也得以提高,因此,其切割精度相当高。国产的Rapier精细等离子切割表面质量已达激光切割的下限,成本远低于激光切割。精细等离子目前较普通机用等离子价格要高很多,但是比激光切割机还是要便宜,而且精度也是激光切割机的下线,目前进口类代表主要有德国凯尔贝类激光精细等离子电源,美国飞马特精细等离子电源,美国海宝精细等离子电源,美国凯博精细等离子电源,国产类代表Rapier精细等离子切割电源。2. 空气数控等离子切割机根据所使用的主要工作气体,主要分为氩等离子弧切割、氧等离子弧切割和空气等离子弧切割等几类。切割电流一般在100A以下,切割厚度小于30mm。其价格较精细等离子电源价格要便宜,但是切割是的工件坡口度,毛刺和挂渣要多一些,客户购买时要了解自己加长的范围及精度要求,进口类主要代表有美国飞马通机用等离子电源,美国海宝普通机用等离子电源。



华宇诚数控科技(上海市闸北区分公司)专业从事 光纤激光切割机价格实惠的生产厂家。公司从成立之日起,秉着”产品品质,满足客户需求”的原则,以人为本,实施人性化管理,全新全意为客户服务,积j i推动行业发展。“专业、诚信、、共赢”我们在广泛的领域里寻求真诚的合作,在此,经理携全体员工,将凭借良好的信誉,雄厚的实力,优质的产品,低廉的价格服务于广大用户。谨向对企业一贯给予关怀、支持和帮助的新老朋友和广 大客户表示衷心的感谢!并真诚希望与之建立长期的合作关系,互惠互利,共求发展。
【数控等离子切割机,全自动上料激光切割机优选原材】,华宇诚数控科技(上海市闸北区分公司)为您提供【数控等离子切割机,全自动上料激光切割机优选原材】产品案例,联系人:,电话:【18986290037】、【18986290037】,供应服务范围覆盖:上海市 闸北区、黄浦区、徐汇区、长宁区、静安区、普陀区、虹口区、杨浦区、闵行区、宝山区、嘉定区、浦东新区、金山区、松江区、青浦区、奉贤区、崇明区。
名片")