| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 3 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 质量等级 | 一级 |
| 品牌 | 鑫中冶 |
| 是否可加工定制 | 是 |
| 计重方式 | 过磅 |
| 规格 | 齐全 |
| 材质 | 碳钢 合金钢 |
| 范围 | 钢管缸筒用生产基地位于【聊城】,供应范围覆盖甘肃省 兰州市、嘉峪关市、武威市、酒泉市、陇南市、合作市、临夏市、定西市、庆阳市、平凉市、张掖市、天水市、白银市、金昌市 康乐县、永靖县、广河县、和政县等区域。 |



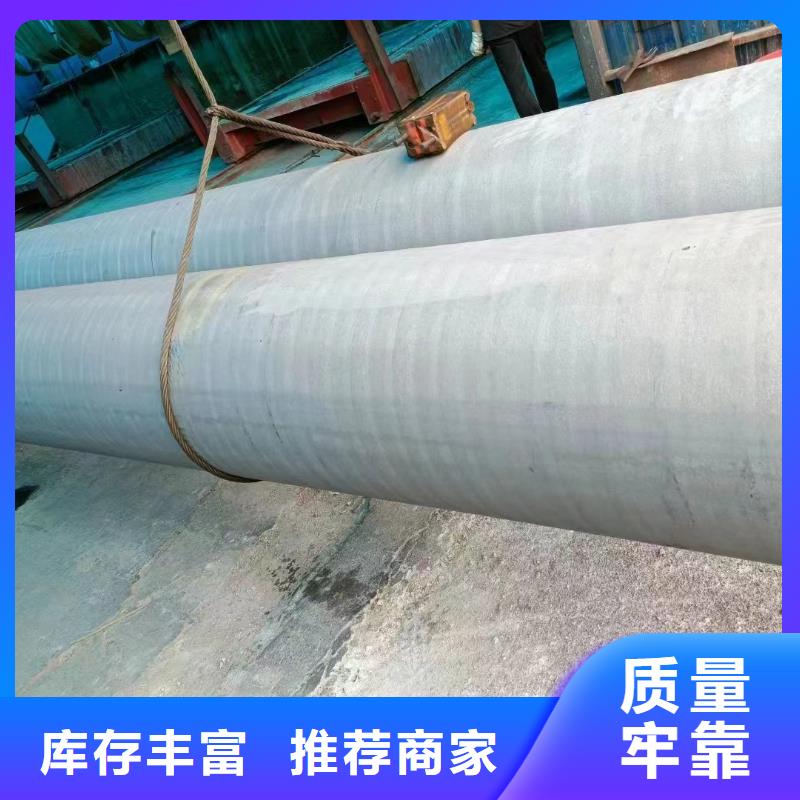
鞍钢无缝钢管厂原设计生产规格为 Φ57-140mm,壁厚4-20mm,长4-12m;
设计产量 6.19万吨/年,投产后三年(1956年生产了6.6万吨)超设计7%达产。
鞍钢无缝钢管厂的投产,结束了我国不能生产无缝钢管的历史。
从工厂破土动工,到 根无缝钢管问世,仅仅用了1年零3个月。
投产后的第二年(1954年)就先后试轧出了,锅炉管、地质管、油管和不锈钢管。



无缝钢管的焊接加工工艺:焊接前加温,焊后热处理、淬火
1、加热
无缝钢管电弧焊接前,关键对无缝钢管开展加温,操纵溫度三十分钟后逐渐焊接。
电弧焊接的加温和虚似束温淬火解决由控温解决的温控柜积极实际操作。选用远红外线追踪热处理设备板。智能型积极设定趋势图并纪录趋势图,传热系数测量温度。加温时传热系数测量点间距焊接边沿15mm-20毫米。
2、焊接方式
1.为了更好地避免 无缝钢管的焊接形变,每一个柱连接头由两人对称性焊接,焊接方位从正中间向两侧。焊接内对外开放(内对外开放时焊接贴近梁),操作过程从——层无缝钢管第三层无缝钢管道务必开展小规格型号,由于其电弧焊接严重危害焊接形变的关键缘故。电弧焊接一至三层后,应开展反刨。碳弧气刨运用后,必须对焊接工业设备开展打磨抛光,对焊接表层开展渗氮整理,表明金属光泽,避免 表层炭化造成裂痕。外孔焊接一次,其他内螺纹焊接一次。
2.电弧焊接=双层无缝钢管时,焊接方位应与层无缝钢管反过来,以此类推。各层对接焊缝间距15-20毫米。
3.应维持几台悍机的焊接电流量、焊接速率和重合叠加层数。
4.在电弧焊接中,务必从引弧板逐渐焊接,并在引弧板上完毕焊接。电弧焊接后断开、打磨抛光、清理。
3、经热处理后
焊接电弧焊接后,应在12小时内开展淬火解决。如不可以马上对无缝钢管开展热处理热处理解决,应征求隔热保温缓和冷的提议。当开展淬火解决时,应测量2个传热系数的溫度,并在焊接两边焊接传热系数。


金海金属材料(临夏市分公司)是甘肃临夏 具有代表性的 异型钢管企业,生产的 异型钢管产品在全国多个城市拥有成功案例,看完本篇文章的详细介绍之后,如果有意向购买 异型钢管,请致电我们将给您更优质的售后。



无缝钢管的热处理工艺流程操纵
热处理针对无缝钢管的本质品质及其它表层的品质全是拥有 非常大的影响的,并且它针对无缝钢管的持续性能也是拥有 很大的影响。一般来说我们在开展生产制造的情况下,对它的成分开展明确以后,热处理便是授予无缝钢管优质物理性能及其本质机构的一个关键的流程了。一般来说我们在生产制造无缝钢管的情况下,针对加工工艺是拥有 严苛的规定的,规定在920℃-940℃淬火中隔热保温二十分钟,在720℃-740℃淬火中隔热保温2h。
无缝钢管实际上便是一种在髙压自然环境中所应用的蒸汽管道,而因为它的应用自然环境的独特,会造成 其原材料产生应力松弛,进而减少它的塑性变形和延展性,因而一个适合的无缝钢管必须具备下列的这种特性:
1、充足的长久抗压强度,这一能够说成基础的规定了。
2、充足的塑性形变工作能力,这也是很重要的。
3、较小的时效性趋向和热延性,它是为了更好地可以更长的应用。
4、较高的抗氧化性及其耐粉煤灰、耐燃气和耐热特性,假如不可以考虑这种规定得话,那麼难以确保它的长期性应用。
5、优良的机构可靠性及其优良的使用性能也是很重要的一个层面。
名片")