以下是:福州市罗源县弯管中频弯管有实力有经验的产品参数
| 产品参数 |
|---|
| 产品价格 | 100/吨 |
|---|
| 发货期限 | 5 |
|---|
| 供货总量 | 40 |
|---|
| 运费说明 | 协商 |
|---|
| 小起订 | 1 |
|---|
| 质量等级 | 1 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 齐全 |
|---|
| 产品品牌 | 航萧管件 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 按图纸加工 |
|---|
| 产品型号 | 齐全 |
|---|
| 产品重量 | 10 |
|---|
| 适用领域 | 锅炉,桥梁,体育场 |
|---|
| 工作温度 | 10 |
|---|
| 范围 | 弯管中频弯管供应范围覆盖福建省 福州市 罗源县、台江区、仓山区、马尾区、晋安区、闽侯县、连江县、闽清县、永泰县、平潭县、福清市、长乐区等区域。 |
|---|
【航萧】业务覆盖多领域场景,主营仓山中频弯管、马尾O型弯管、晋安O型弯管、闽侯弯管等产品服务。弯管中频弯管有实力有经验_航萧管件(福州市罗源县分公司)hangx3334-2,固定电话:【17306359888】,移动电话:【17306359888】,联系人:宋经理,经济开发区崂山路物流院内。 福建省,福州市,罗源县 2015年,罗源县辖6个镇、5个乡,其中霍口为民族乡。截至2022年末,罗源县户籍人口为26.92万人。
想要更直观地感受弯管中频弯管有实力有经验产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:福州罗源弯管中频弯管有实力有经验的图文介绍


浅谈一下全自动弯管机的控制系统有什么特点? 伴随着自动化技术的不断发展,数控机床数控系统也在不断地更新,从一开始的以电子管为核心的数控系统发展到以工业PC为基础的数控系统。迄今为止已经出现了以下几种弯管数控系统。 首先是在可编程控制器(PLC)的基础上的数控系统,是现在广泛应用于全自动弯管机控制系统中的一种数控系统。为让人机交互比较好,符合复杂的弯管加工要求,在数控弯管机上,以PLC为下位机,直接与硬件进行交互,并通过触摸屏进行显示,开发了基于PLC的弯管数控系统。但PLC的缺点是:体积大,而且价格昂贵。 其次是基于MCU的数控系统,采用MCU开发的数控弯管系统,成本低,操作简单,实时性好,现场适应能力强。而且机床操作方便,人机交互性好,同此,一般用于开发简易经济型数控机床。 然后是基于工业PC的数控系统,随着PC机功能的不断增强和完善而不断增强。工业已将PC应用于自动化领域,为应对高低温冲击、潮湿、振动、电磁干扰、粉尘等恶劣工作环境,厂家利用加装密封保护、过滤器、板压条和附加风扇等方法,制造了工业PC,在弯管机数控系统中,采用PC或工业PC主板作为CNC平台,通过在主板(或母板)上插入PCI/ISA槽来实现NC功能,如运动控制卡、DA板、工控板、工控板、工控板等,构成具有高度灵活性的全自动弯管机数控系统。通过对Windows操作系统资源的充分利用和高级语言编程,可以使NC软件系统更加强大。 那以上就是全自动弯管机的控制系统方面的一些特点了,大家可以了解一下



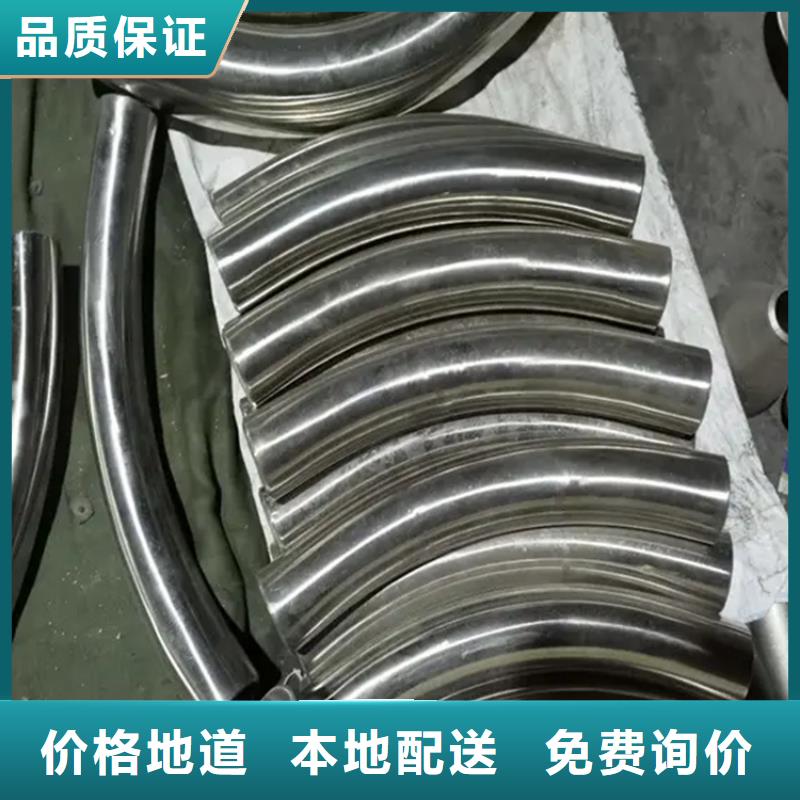
弯管在加工的过程中经常会采用其压弯使其弯管进行弯曲的方法,在进行制作的过程中所采用的设备大多数都是为通用的机械压力机以及液压机,有时候也会有效的采用其专用的折弯压力机。 弯管在加工的过程中通常情况下会使用其卷板机,设备采用其三辊卷板机按三点决定一圆的道理,有效的对板坯进行其连续的弯曲,这样三辊其卷板机在使用的过程中会具有两个传动辊和一个压下辊。 弯管在制作是可以有效的调节其压下辊的上下位置这样就可以在一定程度上有效的改变它和传动辊之间的相对距离,今年弯管社会库存呈迅速上升态势,这样对于其弯管的加工市场会形成比较大的压力。 弯管在进行拉弯的过程中,其板材会有效额置于传动轴以及压下辊之间,在运行时其传动辊的正反方向是交换转动的,这样就会使得板材往复运动,调节其压下辊使之逐步压下。 这样就可以将板材弯曲成所需要曲率的圆柱面、曲率较小的双曲面以及圆锥面,弯管的压下辊一端可直接升起,这样便于卸出工件,产品的另外还会有四辊以及多辊卷板机。 弯管在进行加工的过程中会对其精度的要求是比较高的,产品的长度以及曲率半径要求比较大横向尺寸要求较小的弯曲件,可在专用的拉弯机上进行拉弯。弯管加工时,板材全部厚度上都受拉应力的作用。

主要特点/弯管机,结构方面 弯管机图册 1、弯管机采用触荧幕加数控模组,对话式操作,程式设定简便容易; 2、床身结构稳固,不易变形; 3、每一档可设定16个弯管角度,记忆体可储放16组档案; 4、俱慢速定位功能,弯管角度稳定,重复精度达±0.1°; 5、错误讯息在屏幕上显示,帮助操作者立即排除; 6、提供自行研发之座标转换弯管加工值,软体可选购装在桌上型电脑编辑计算。 工艺方面 弯管机进行管材的弯曲和板料的弯曲一样。在纯弯曲的情况下,外径为D,壁厚为t的管子受外力矩M的作用发生弯曲时,中性层外侧管壁受拉应力σ1作用,管壁变薄;中性层内侧管壁受拉应力σ1作用,管壁变厚。而且横截面的形状由于受合力F1和F2的作用由圆形变为近似椭圆形,当变形量过大时,外侧管壁会产生裂纹,内侧管壁会出现起皱。 管材的变形程度,取决于相对弯曲半径R/D和相对厚度t/D数值的大小、R/D和t/D值越小,表示变形程度越大。为保证管件成形质量,必须控制变形程度在许可范围内,管材弯曲成形极限不仅取决于材料的力学性能和弯曲方法,而且还考虑管件的使用要求。管件的成形极限应包含以下几个内容: (1)中性层外侧拉伸变形区内的伸长变形不超过材料塑性允许值而产生破裂; (2)中性层内侧压缩变形区内,受切向压应力作用的薄壁结构部分不致超过失稳而起皱; (3)如果管件有椭圆度的要求时,控制其断面产生畸变; (4)如果管件有承受内压力的强度要求时,控制其壁厚减薄的成形极限。


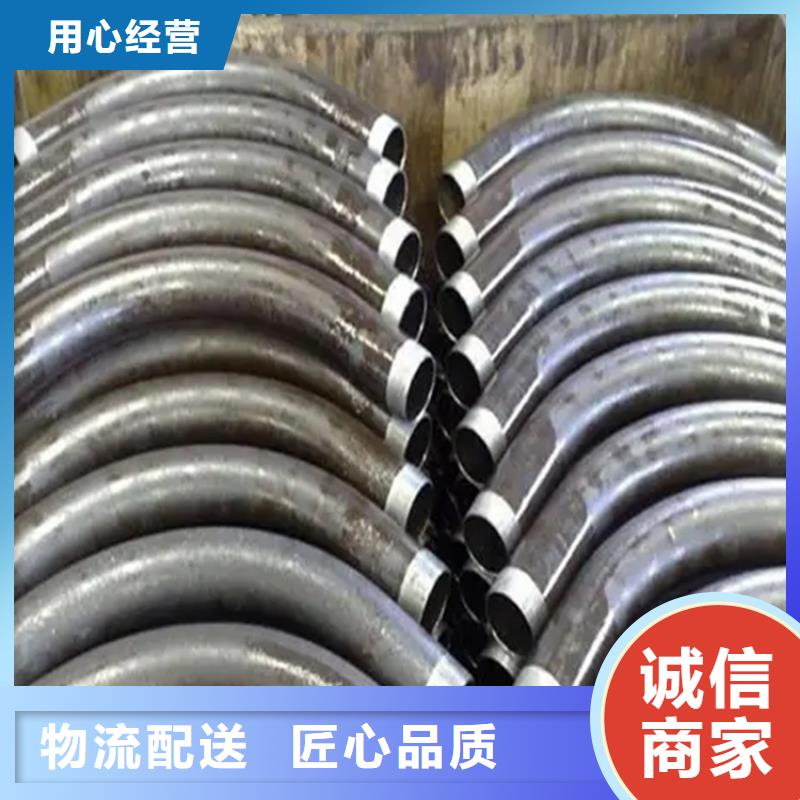
全自动弯管机在日常使用中如何解决问题 在液压方面,全自动弯管机常常出现问题。因为这台机器是弯管的,所以用金属圆锯切割管子会留下很多小铁销。这些铁销如不清洗,可直接送到全自动弯管机进行弯管处理,而且很多全自动弯管机的模具是用心轴弯曲。因为他们没有得到足够的食物,他们会起皱或者塌陷等等现象。 通过这种方式,当自动弯管机把管子插入心轴时,这些小铁销会掉下来,还没有清洗干净的铁销会掉进机身内部的储存罐里。液压弯管机采用的是油泵。液压油输入依赖于电磁阀提供液压动力。 所以,大部分铁针进入油箱后会被油管过滤器过滤掉,但也会有少量铁针进入油泵,从而将铁针吸入油箱。由于铁销不能在电磁阀内流动,液压电磁阀被堵塞,液压油也不能流动,所以油泵将进入电磁阀内部。这样就会导致相应的操作失败,造成液压弯管不能正常工作。 就算出现这种情况,你也不必惊慌,只要你按控制面板上的按钮手动按动,然后看着电磁阀上的指示灯看着哪个电磁阀不工作,然后关机。用4mm内六角扳手将固定在油分离板上的电磁阀卸下。电磁阀清洗完后,用清洁的煤油用吹扫内部,去除内部的铁针,然后安装解决。



福州罗源本地商家,从事 弯管生产厂家生产销售多年,质量优口碑好,询价是免费的,现在联系商家吧!


现在随着五金行业的不断发展,弯管加工技术越来越重要,在生活中,管材弯曲与板材弯曲都是必不可少的物件,在工艺上来说,固然从变形性质等方面看非常相似,弯曲加工时不仅轻易引起横断面外形发生变化,同时也使壁厚发生变化。 因此,在无锡弯管加工方法、需要解决的工艺难点、产品的缺陷形式和防止措施、弯曲时用的模具及设备等方面,两者之间存在很大差别。我们知道,在纯弯曲的情况下,外径为D,壁厚为S的管子受外力矩M的作用而弯曲时,弯曲变形区的外侧材料受到切向拉伸应力的作用而伸长,从而使外侧管壁减薄:内侧材料则受到切向压应力的作用而缩短,从而使内侧管壁增厚。杭州弯管讲到因为位于弯曲变形区外侧和内侧的材料所受的切向应力,故其管壁的厚度变化也。因此,外侧管壁会过量减薄。当变形程渡过大时,外侧管壁会产生裂纹,内侧管壁会泛起失稳而起皱。 同时,因为弯曲内、外侧管壁上切向应力在法向的协力的作用,使弯曲变形区的圆管横截面在法向受压而产生畸变,即法向直径减小,横向直径增大,从而成为近似卵形。变形程度越大,则畸变现象越严峻。另外,杭州弯管讲到因为从拉应力过渡到压应力的弹性阶段的存在,卸载时外层纤维因弹性恢复而缩短,内层纤维因弹性恢复而伸长,结果使工件弯曲的曲率和角度发生明显变化,与模具的外形和设计要求的外形不一致,造成弯曲回弹现象,降低了弯曲件的工艺精度。



在福州市罗源县采购弯管中频弯管有实力有经验请认准航萧管件(福州市罗源县分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,供应服务范围覆盖福建省 福州市 罗源县、台江区、仓山区、马尾区、晋安区、闽侯县、连江县、闽清县、永泰县、平潭县、福清市、长乐区,让您购买到更加实惠、更加可靠的产品。(联系人:宋经理-【17306359888】)。
名片")