以下是:玉林市博白县cr12mov模具热处理源头厂家来图定制的产品参数
| 产品参数 |
|---|
| 产品价格 | 面议/kg |
|---|
| 发货期限 | 当天 |
|---|
| 供货总量 | 1000KG |
|---|
| 运费说明 | 协商 |
|---|
| 发货城市 | 全国 |
|---|
| 产品产地 | 赣州 |
|---|
| 材质 | cr12mov |
|---|
| 规格 | 齐全 |
|---|
| 表面 | 毛料 光料 精料 板料 |
|---|
| 仓库 | 赣州 |
|---|
| 范围 | cr12mov模具热处理供应范围覆盖广西省 玉林市 博白县、玉州区、容县、陆川县、兴业县、北流市等区域。 |
|---|
【炬晟】为您提供玉州金属热处理、容县模具热处理加工、陆川金属热处理、兴业金属热处理等多元产品与服务。cr12mov模具热处理源头厂家来图定制,炬晟特钢(玉林市博白县分公司)wer69030032784-2为您提供cr12mov模具热处理源头厂家来图定制的资讯,联系人:陈经理,电话:【180-79746882】、【18079746882】,供应服务范围覆盖广西省 玉林市 博白县、玉州区、容县、陆川县、兴业县、北流市。 广西壮族自治区,玉林市,博白县 博白县古称白州,是玉林市融入广西北部湾经济区的“桥头堡”和主通道,是世界大客家人口聚居县、全国县域发展潜力百强县(市)、全国乡村振兴百强县、中国民间文化艺术之乡、中国杂技之乡、中国桂圆之乡、中国编织工艺品之都。空心菜、桂圆、那林鱼是地理标志产品。博白县下辖28个镇、317个行政村、42个社区,面积3835平方公里,人口约200万。
一分钟的时间,对于了解我们的cr12mov模具热处理源头厂家来图定制产品来说足够了。请观看这部精心制作的产品视频,让产品的独特之处和卓越性能一览无余。
以下是:玉林博白cr12mov模具热处理源头厂家来图定制的图文介绍
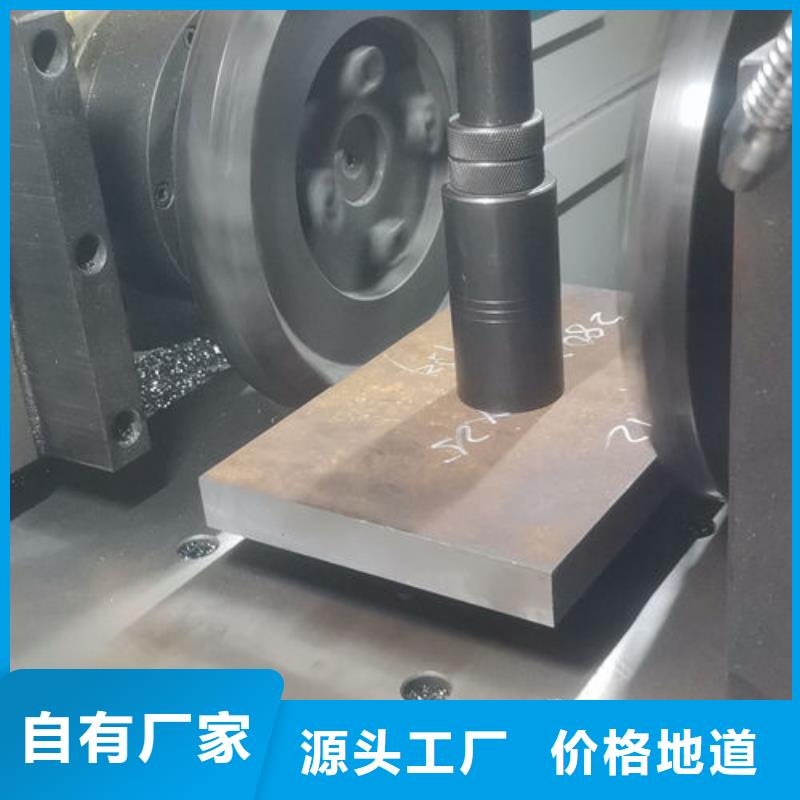
我们有优良的产品和的团队,为客户提供高性价比的钢材,良好的技术支持,健全的售后服务!欢迎广大客户前来采购或电话咨询下单。本公司经营理念:专注的钢铁销售,用心服务,解决客户需求为核心价值,诚信经营,做到快捷,省心,省时是我们的服务宗旨!此外我司随时为广大客户提供精、光料加工及热处理服务。 cr12mov钢是一种冷作模具钢,钢的淬透性、淬火回火硬度,耐磨性,强度均比Cr12钢要高得多。Cr12MoV钢适用于作冷作模具材料,它属于合金工具钢。 Cr12MoV钢的化学成份:%碳:1.45~1.7 硅:≤0.4 锰:≤0.4 硫:≤0.03磷:≤0.03, 络:11~12.5 镍:≤0.25铜:≤0.3 钒:0.15~0.3 钼:0.4~0.6 Cr12MoV钢的力学性能:Cr12MoV钢的淬火硬度可达≥60HRC,退火硬度:255~207HBS。 模具钢是用来制造冷冲模、热锻模、压铸模等模具的钢种。模具是机械制造、无线电仪表、电机、电器等工业部门中制造零件的主要加工工具。模具的质量直接影响着压力加工工艺的质量、产品的精度产量和生产成本,而模具的质量与使用寿命除了靠合理的结构设计和加工精度外,主要受模具材料和热处理的影响。



cr12mov工件淬火后硬度达到59-62HRC,工件要求硬度59-62HRC,而后做170°回火五小时,两次。150°一次4小时,硬度不变59-62HRC。一次硬化法淬火,由于采用较低的回火温度,所以模块(或工件)中残存较多的内应力,在后续加工(尤其是电加工)中容易开裂,也不利于使用寿命。 前些年,有文献介绍,我国科技工作者在原有两种淬火工艺基础上又开发试验了中温淬火中温回火法,回火温度可提高到400℃,硬度仍可保持在60HRC左右,你可以尝试一下。 我的工件属中淬低回,由于工件硬度存在不足所以不敢将回火温度到400°,如果淬火硬度能达到64HRC以上,我才可以尝试250-400°之间的回火温度。400度回火了。避开Cr12Mov钢280_350度回火脆性区、又提高了刃具的韧性。



以匠心致初心,秉承着责任与使命,炬晟特钢(玉林市博白县分公司)恪守“信誉是根本,质量是生命”的经营理念,以诚实、守信、稳健态度,创新 模具热处理加工产品研发,严把质量关口,用一颗真诚、感恩之心对待每一位客户。


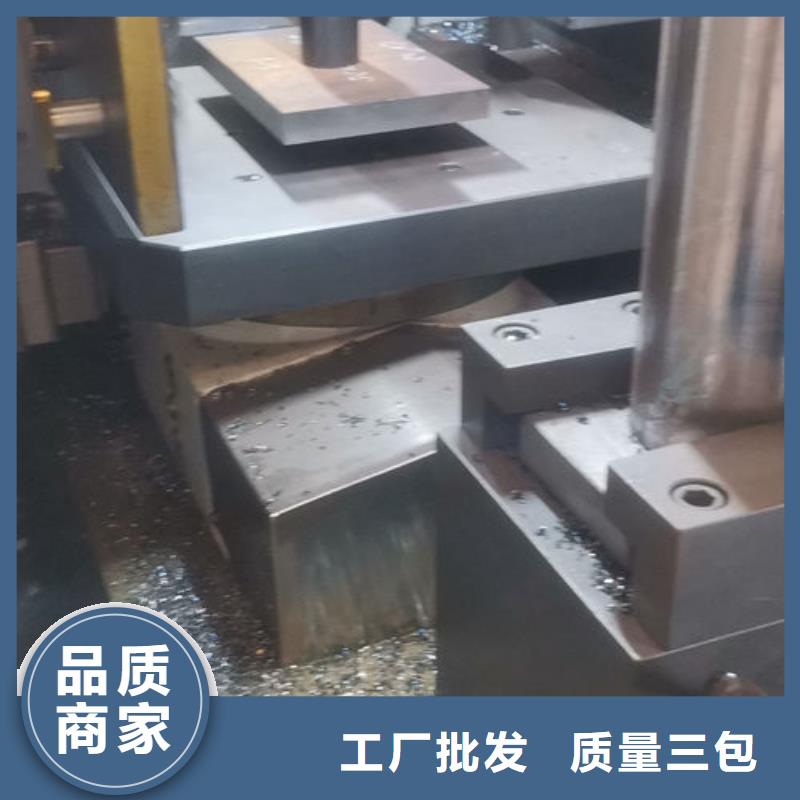
cr12mov型钢含有很高的C和Cr,导热性很差,加热速度要缓慢均匀,大锻件必须采用预热加热或以阶梯加热方式控制加热速度,钢件在炉膛的位置适当,有时还要反复翻转,以使受热尽量均匀。 1. 锻造温度 Cr12型钢锻造加热温度为1100~1150℃,始锻温度为1060~1080℃,终锻温度为900~850℃。由于其锻造温度范围窄,除小锻件外,一般均需两火以上,到达终锻温度时,应立即入炉,进行二火加热。 2.锻造工艺方法 2.1 “两轻一重”打法 即坯料温度高于1050℃时轻打,在1050~900℃重打,低于900℃时轻打。这种方法可避免出现裂纹和锻“酥”,因为高温时,钢的基体塑性很好,重打虽可加速成形而不易打裂,但难以将Cm打碎;低温时重打会造成开裂或打“酥”,在1050℃~900℃时,基体强、硬度较高,于此范围重打,易获得Cm碎化均匀的效果。 2.2 锻造比 锻造比大于3,若Cm偏析严重,则应使锻比大于6。初锻时,控制变形量每次不超过5%,这样可使外围得到轻度变形,并锻合内部缺陷,以提高塑性。为防止锻裂,锻造时还应注意棱角处的温度不低于800℃,有工厂还将砧铁等工具预热到150~400℃,忌用冷砧、冷钳与热锻件接触,因接触部位易出现裂纹。



cr12mov模具热处理源头厂家来图定制_炬晟特钢(玉林市博白县分公司),固定电话:【18079746882】,移动电话:【180-79746882】,联系人:陈经理,赣州市经开区金龙路北侧。
名片")