| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 厂家/产地 | 纵横机械/洛阳 |
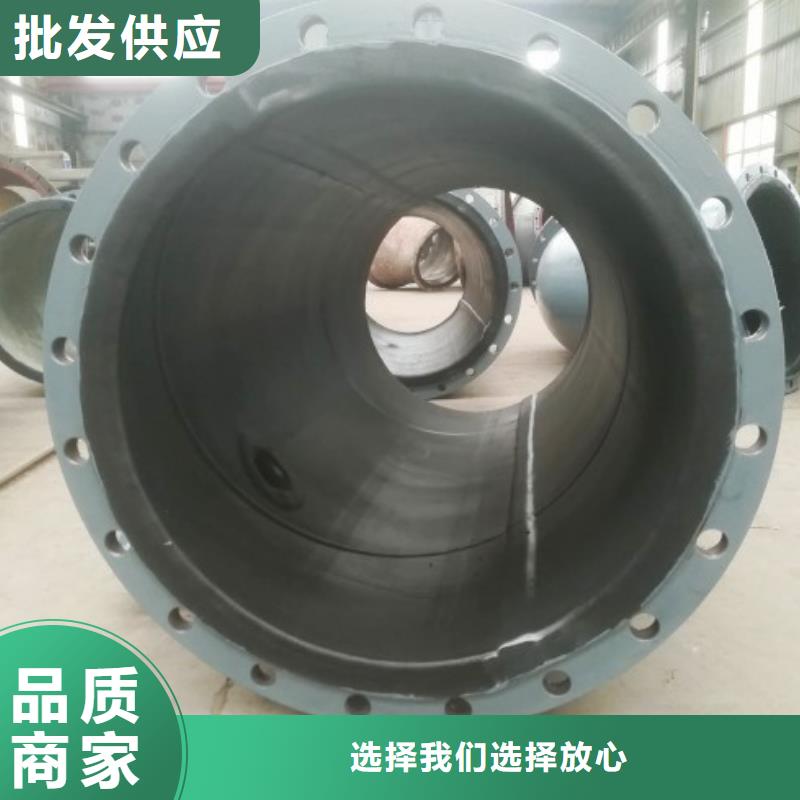
| 主要材料 | 橡胶 |
| 生产工艺 | 热硫化或冷粘 |
| 产品规格 | 按要求订做 |
| 断裂强度 | 17 |
| 扯断伸长率 | 550 |
| 衬里硬度 | 60±5 |
| 定伸应力 | 10 |
| 剥离强度 | 7 |
| 磨耗减量 | 0.1 |
| 应用领域 | 矿山、电力、冶金、化工等 |
| 连接方式 | 法兰连接 |
| 范围 | 衬胶管道供应范围覆盖江苏省 南京市、苏州市、连云港市、无锡市、常州市、淮安市、徐州市、盐城市、镇江市、南通市、泰州市、宿迁市、扬州市 亭湖区、盐都区、响水县、滨海县、阜宁县、射阳县、建湖县、东台市、大丰区等区域。 |
纵横机械制造(盐城市分公司)本着“诚信,务实,创新”的经营理念,承蒙广大客户的支持与厚爱,在近几年的时间得到了良好的发展,并不断的总结 衬胶管厂家经验,整合优势,持续改进,不断顺应市场需求,以品质 衬胶管厂家产品及服务回馈社会。



电厂衬胶管道制作流程如下:
1、对管道或者管件按照用户需求的数据尺寸进行切割和焊接连接法兰;
2、对焊接好的钢体进行检验,要求尺寸精准,焊缝平整饱满,检验合格后送进喷砂房喷砂除锈。
3、喷砂完成对管体进行涂抹胶浆,衬胶管道胶浆要涂刷4遍以后才可以粘贴胶板,每一层胶浆要间隔8小时以上(因天气情况而定),由此可见,衬胶管道的工艺复杂,生产周期长,全部由人工操作。
4、此刻胶浆涂完以后,根据管体尺寸剪裁电厂脱硫系统衬胶管道生产技术
5、 贴衬法采用热烙法时应严格控制烙铁的温度,一般控制在100-200℃为宜。烙胶时,烙铁不得在胶板上停留,烙胶应以中部开始往四周赶走气泡。烙胶时发现气泡应及时用针刺破,将气体抖烬,然后用烙铁压实。硫化前应对完成衬贴设备进行检查,发现问题要及时处理。硫化根据设备的大小以及所衬橡胶胶种选择硫化方式。基于衬里的质量和经济观点来看,电厂耐腐蚀管道首先应考虑采用硫化罐硫化法。成品质量控制应检查胶层的硬度及电火花检查衬里层有无漏电现象。如有则应修补。
6、衬胶管道全部制作好以后就可以进行硫化,硫化温控制在150度--180度,压力控制在4MPa,持续进行8个小时以后开始逐步冷却降温,待温度全部降下来以后还要再进行打磨、检验,全部工序完成以后才可以出交给用户。



衬胶弯头:因为介质在直线衬胶管道中高速运转,忽然遭到前方曲折所带来的阻力会对衬胶弯头阻挠部位形成大的冲击,便是衬胶弯头的圆弧部位凸起,因而衬胶弯头部件也较简单损坏之一;衬胶多通、异形三通等:相对于以上两种损坏机率相对较小。衬胶多通、异形三通等依据运用情况不同运用寿命也不同。为了不影响衬胶管道运送管道正常的设备运转,主张在购买初期备用一些易损管件,便利及时替换。
衬胶管道全部制作好以后就可以进行硫化,硫化温度控制在150度--180度,压力控制在4MPa,衬胶管道持续进行8个小时以后开始逐步冷却降温,待温度全部降下来以后还要再进行打磨、检验,衬胶管道全部工序完成以后才可以出厂交给用户。如果长期冷热交替工作,那么材料内部在温差变化引起的热应力作用下,会产生小裂纹而不断扩展,后导致破裂。因此,在温度起伏变化工作条件下的结构、管道应考虑钢材的热疲劳性能。材料的高温氧化金属材料在高温氧化性介质环境中(如烟道)会被氧化而产生氧化皮,容易脆落。碳钢处于570℃的高温气体中易产生氧化皮而使金属减薄。


石膏浆液管道是采用钢管作骨架材料,以耐磨、防腐、耐热等性能优异的橡胶作为衬里层,利用橡胶的高弹性、高气密性、耐冲击性、耐磨性、耐候性、耐辐射性、耐化学介质性和吸收振动等独特性能,使用高性能的粘合剂经特殊工艺复合硫化成型,产品具有高耐磨、耐水锤冲击、耐酸碱盐腐蚀、抗高温、缓结垢、粘接强度高、运行阻力小、输送介质广、使用寿命长、节电节材等优点,减小输送介质对管壁的冲击磨损,广泛应用于冶金、电力、化工、石油、煤炭、水泥等行业的输送温度在-30℃~+150℃之间,既有磨损又有腐蚀的介质的管路设备。
钢橡复合管道的检验
(1)原材料检验
使用的所有原材料都必须有合格证,要求具有出厂材质单,并在入厂后进行检验,在确认其化学成份和主要性能符合产品要求后再进行投产使用。
(2)静压强度检验(检测):
衬胶复合管道及管件衬胶前耐压试验和衬胶后气密性试验的要求应符合图纸规定技术要求。
1)耐压强度检验:
耐压强度检验按照设计压力的1.25倍进行水压,水压保持十分钟以上为合格。
2)气密性检验
衬胶复合管道及管件衬胶后进行气密性试验。气压保持十分钟以上为合格。
(3)尺寸及制造公差检验:
检验仪器及允差;钢管壁厚:用游标卡尺测量; 直径:用游标卡尺测量; 长度:用钢卷尺测量; 端面垂直度、支管垂直度:用直角尺和钢直尺潮量; 防腐层厚度:涂层厚度仪; 仪器精度:测厚仪、游标卡尺、钢卷尺、钢直尺的分度值应分别达到0.01mm、0.02mm、1mm、1mm。



名片")